在机械制造领域,冲压件凭借高效、低成本的优势,广泛应用于汽车、家电、电子等行业。而冲压件加工精度,始终是企业选型与技术攻坚的核心焦点——毕竟,精度直接决定了零件能否匹配高端设备的严苛要求,更影响着终端产品的性能稳定性。那么,冲压件加工精度,到底能做到多少?这一疑问背后,藏着工艺、设备与技术的综合博弈。
一、冲压件加工精度的“精度边界”:数据给出直观答案
要回答“冲压件加工精度到底能做到多少”,首先需明确精度的核心衡量维度:尺寸公差、形位公差与表面粗糙度。不同工艺条件下,冲压件加工精度的表现存在明显差异,但行业头部企业已能将精度推向极致。
从尺寸公差来看,普通级冲压件加工精度通常可控制在±0.1mm以内,满足家电外壳、普通结构件等常规需求;而精密级冲压件加工精度,能将公差缩小至±0.02mm,部分高精度模具配合下,甚至可达到±0.005mm,这一水平已能满足电子连接器、精密仪器配件等对尺寸要求极高的场景。
形位公差方面,冲压件的平面度、垂直度等指标同样关键。常规冲压件加工精度下,平面度可控制在0.1mm/100mm以内;而在精密冲压工艺支撑下,平面度精度能提升至0.02mm/100mm,确保零件在装配时无偏差、无卡顿,这正是冲压件加工精度的核心价值体现。
二、决定冲压件加工精度的三大核心要素:精度上限的“密码”
冲压件加工精度能达到何种水平,并非单一因素决定,而是设备、模具与工艺协同作用的结果,这也直接破解了“冲压件加工精度到底能做到多少”的技术谜题。
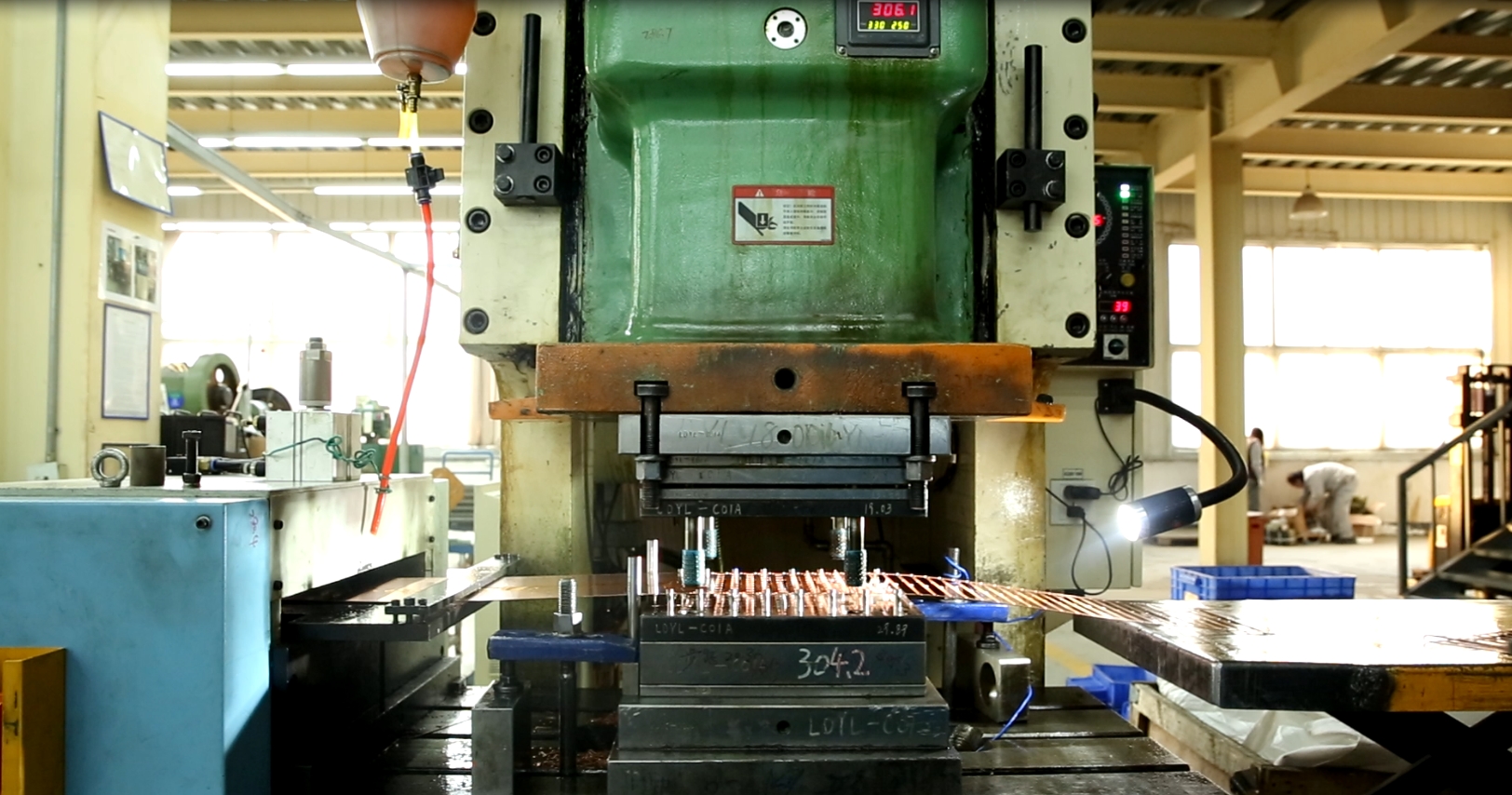
设备是冲压件加工精度的“硬件底座”。传统机械压力机精度有限,难以支撑高精度冲压需求;而伺服压力机凭借闭环控制系统,能精准控制滑块位移,误差控制在微米级,为高精度冲压件加工精度提供保障。同时,高速冲床的稳定性与刚性,能减少冲压过程中的振动,避免因设备抖动导致的精度偏差,让冲压件加工精度更稳定。
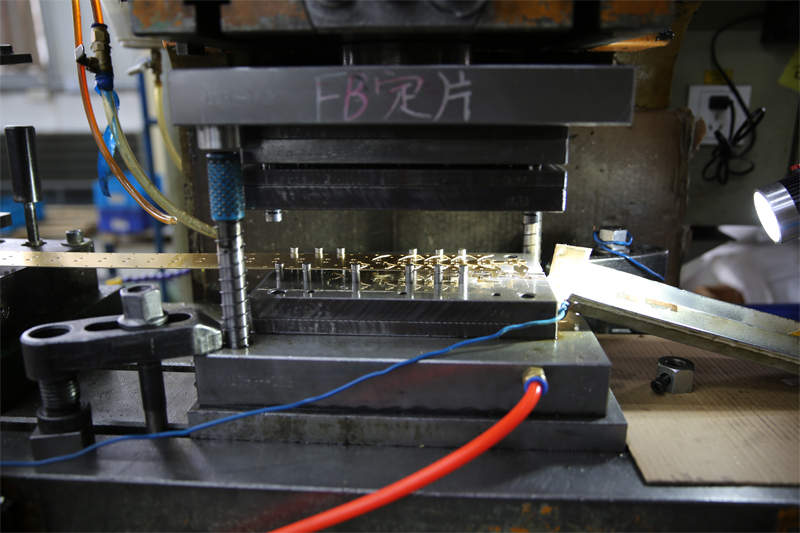
模具精度是冲压件加工精度的“核心引擎”。模具的制造精度直接决定零件成型精度,高精度模具采用慢走丝切割、精密磨削等工艺,模具间隙可控制在0.01mm以内,确保材料在冲压时均匀受力,避免毛刺、尺寸偏差等问题。可以说,模具的精度上限,就是冲压件加工精度的天花板,想要突破精度边界,必须先突破模具制造精度。
工艺优化是冲压件加工精度的“关键变量”。材料性能、冲压速度、润滑条件等工艺参数,都会影响最终精度。例如,针对高强度钢,通过调整冲压速度与压力,可减少材料回弹,避免尺寸超差;优化润滑方案,能降低冲压阻力,减少零件表面划伤,提升表面粗糙度精度。这些工艺细节的打磨,正是让冲压件加工精度不断逼近理论极限的关键。
三、突破精度极限:冲压件加工精度的行业进阶之路
随着制造业向高端化、智能化升级,对冲压件加工精度的要求也在不断提升,行业也在通过技术创新持续突破精度边界,让“冲压件加工精度到底能做到多少”的答案不断刷新。
如今,智能化技术已深度融入冲压件加工精度管控。通过在设备上加装传感器,实时监测冲压压力、位移、温度等数据,结合AI算法动态调整工艺参数,可及时修正精度偏差,将冲压件加工精度的稳定性提升30%以上。这种智能化管控,不仅让高精度冲压件的量产成为可能,更大幅降低了不良率,让冲压件加工精度的可靠性迈上新台阶。
同时,新材料与新工艺的融合,也为冲压件加工精度的突破注入新动能。比如,采用激光切割与冲压复合工艺,先通过激光切割完成高精度轮廓加工,再通过冲压完成成型,可将尺寸公差控制在±0.01mm以内;针对薄壁精密零件,采用微冲压工艺,能实现微米级的精度控制,满足半导体、医疗等高端领域的需求,让冲压件加工精度的应用场景持续拓宽。

冲压件加工精度,到底能做到多少?答案并非固定数值,而是随着设备升级、模具创新与工艺迭代不断进阶。从常规的±0.1mm到精密级的±0.005mm,从满足基础结构需求到支撑高端精密制造,冲压件加工精度的每一次突破,都是制造业技术实力的体现。
对于企业而言,不必纠结于“精度上限是多少”,更应聚焦自身需求,选择适配的工艺与供应商,在可控成本内实现最优的冲压件加工精度。毕竟,精准匹配需求的精度,才是真正有价值的精度,而这也将持续推动冲压件加工精度在制造业升级中发挥核心支撑作用,为行业发展筑牢精度根基。