在机械制造领域,“高标准非标件可以使用
冲压加工工艺完成吗?”这一问题频繁被提及。随着工业需求的精细化发展,越来越多的企业开始关注如何通过高效的成型技术实现复杂结构的定制化生产,而冲压工艺正是其中的热门选项之一。本文将从技术原理、适用场景及实操要点出发,为您全面解答这一疑问。
一、冲压工艺的核心优势:为何成为非标件加工的理想选择?
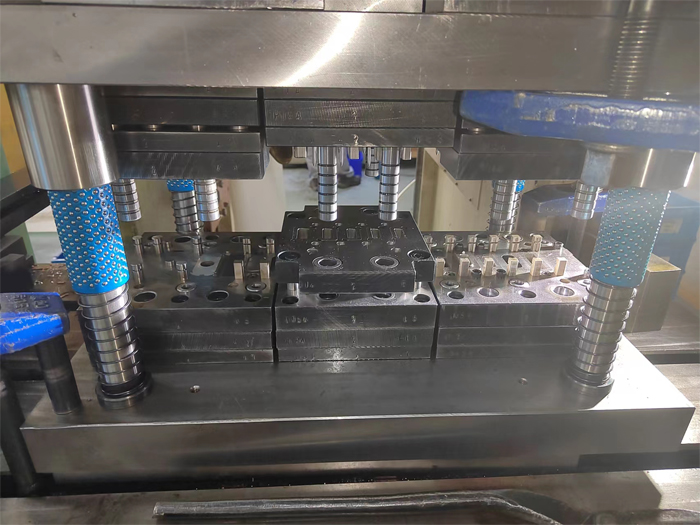
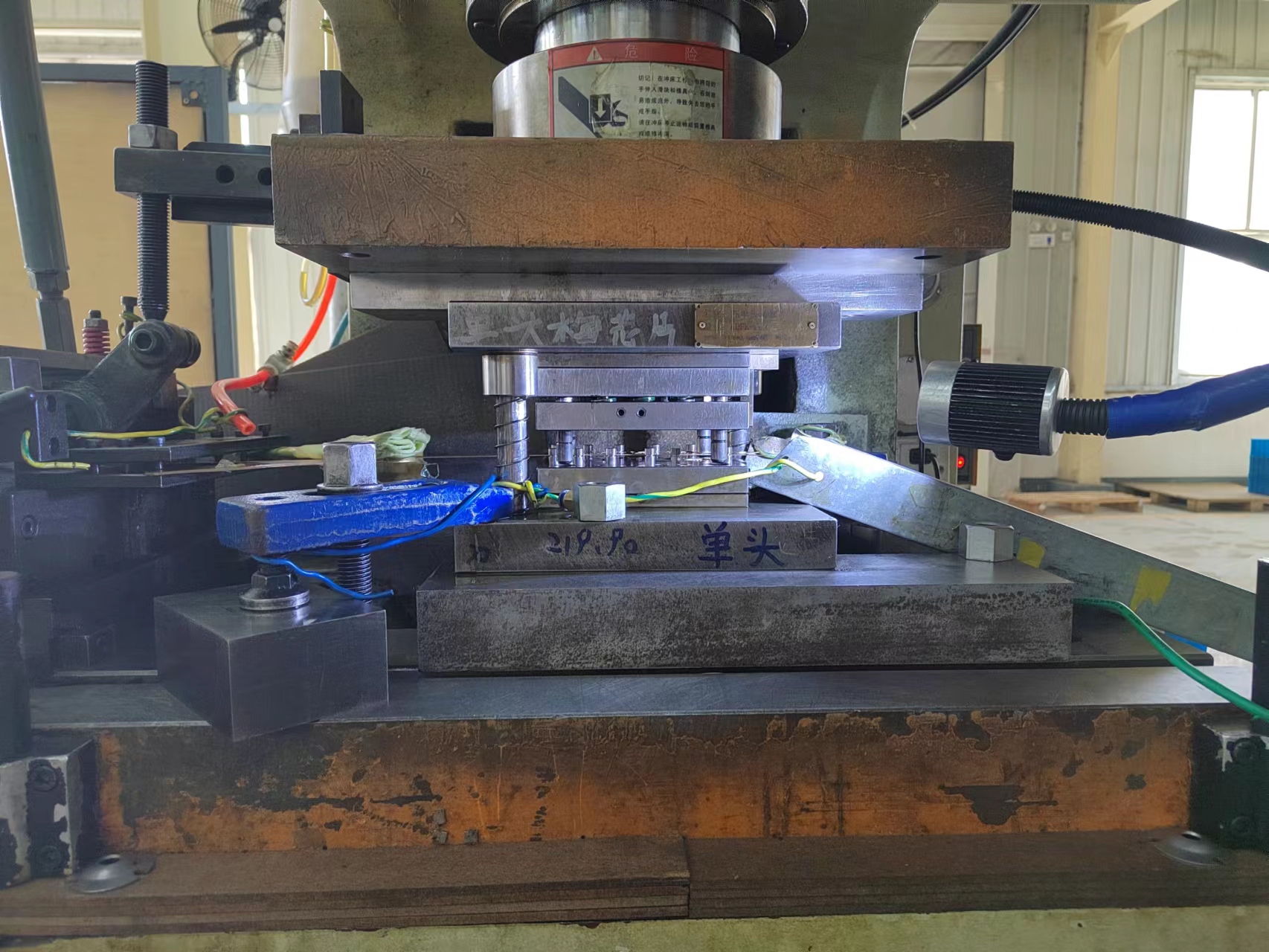
冲压加工以模具为基础,通过压力机对金属板材施加外力使其产生塑性变形或分离,从而获得所需形状和尺寸的零件。这种工艺天然具备高精度、高效率、低成本的特点,尤其适合批量生产外形规则但性能要求严苛的零部件。对于“高标准非标件”而言,其核心诉求往往集中在公差控制、材料利用率及表面质量上——而这些恰恰是冲压技术的强项。例如,汽车覆盖件中的异形支架、电子设备内部的散热片等典型非标结构,均能通过多工步连续模实现微米级的精度保障。

二、破解质疑:冲压真的能满足“高标准”吗?
有人担忧:“非标件的特殊设计是否会限制冲压的应用?”事实上,现代冲压技术已突破传统认知边界。通过复合成形(如拉伸+翻边)、级进模组合加工以及智能化数控系统的协同控制,即使是带有曲面过渡、局部加强筋或非对称特征的复杂结构,也能被精准还原。关键在于前期需进行充分的CAE仿真分析,优化排样方案与工艺参数,确保材料流动均匀性与回弹补偿到位。实践证明,采用精密冲裁技术的工件断面粗糙度可达Ra0.4以下,完全符合航空航天级部件的表面完整性要求。
三、实战案例:哪些类型的非标件更适合冲压路线?
以下场景尤其推荐优先考虑冲压方案:
薄壁类零件(厚度≤3mm):如机箱框架、滤网组件,利用板料延展性实现轻量化设计;
对称/周期性阵列结构:例如电机定转子铁芯叠片,通过级进模一次成型多个单元;
带功能性凸起的细节特征件:键盘导光板、散热器鳍片等,可通过局部胀形工艺快速量产。
值得注意的是,当非标件涉及深宽比过大的深腔体或超厚板材时,可能需要辅以热成型、激光切割等辅助工艺形成互补解决方案。

四、成功实施的关键要素
要让“高标准非标件”真正通过冲压工艺落地,必须把握三个核心环节:
1、模具设计的前瞻性:预留足够的工艺补偿空间,采用镶块式结构便于后期修模调整;
2、材料选型的科学性:根据屈服强度、延伸率等指标匹配最佳牌号钢材或铝合金;
3、过程监控的严谨性:运用在线检测系统实时监测毛刺高度、孔径偏差等关键指标。
某医疗器械厂商曾面临一款植入式钛合金接骨板的量产难题,最终通过温锻+精密整平的组合工艺,将产品合格率提升至99.7%,充分验证了冲压体系应对高复杂度需求的能力。
结语:重新定义可能性
回到最初的问题——“高标准非标件可以使用
冲压加工工艺完成吗?”答案显然是肯定的。随着伺服压力机、自动化送料系统的普及以及数字化孪生技术的渗透,冲压正在从单一的成形手段进化为涵盖设计优化、模拟验证、智能生产的完整解决方案。对于那些追求效率与品质平衡的企业而言,合理规划冲压路径不仅能大幅降低制造成本,更能缩短新品上市周期,在激烈的市场竞争中抢占先机。未来,随着柔性制造系统的进一步成熟,我们有理由相信:没有做不到的形状,只有想不到的设计。