在当今竞争激烈的制造业环境中,企业为了提高生产效率、降低成本并增强市场竞争力,纷纷探索先进的生产管理模式。其中,单件流模式作为一种高效、灵活的生产组织方式,正逐渐成为众多企业的首选。而在单件流模式下,冲压模具的快速换型与最小化备模策略更是实现高效生产的关键所在。本文将深入探讨这一主题,揭示其背后的原理与实践方法。
一、单件流模式概述
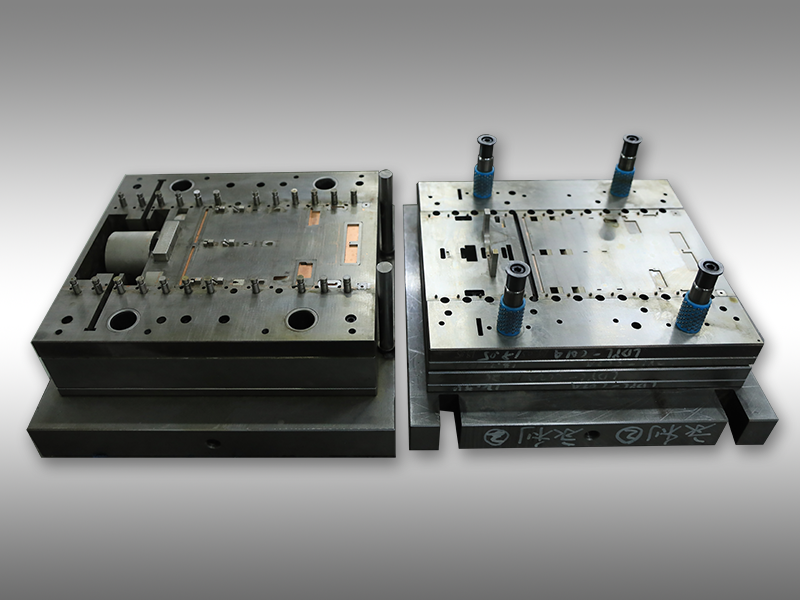
单件流模式,顾名思义,是指产品以单个或小批量的形式连续流动生产,旨在减少生产过程中的等待时间、库存积压和浪费现象。相较于传统的批量生产模式,单件流更加注重生产过程的流畅性和灵活性,能够快速响应市场需求变化,提升产品质量和交付速度。在这一模式下,冲压模具作为生产线上的重要工具,其更换效率直接影响到整个生产流程的效率和成本。

二、冲压模具快速换型的重要性
缩短生产周期:快速换型意味着在更短的时间内完成模具更换,从而减少了停机时间,提高了设备利用率,直接缩短了生产周期。
降低生产成本:减少停机时间不仅提升了生产效率,还降低了因停机造成的人力、物力浪费,有助于降低整体生产成本。
增强灵活性:快速换型使得生产线能够迅速适应不同产品的生产需求,增强了企业的市场应变能力。
三、实现冲压模具快速换型的策略
标准化作业流程:制定详细的模具更换标准操作程序(SOP),包括准备工作、拆卸旧模、安装新模、调试验证等步骤,确保每次换型都能高效、准确地进行。
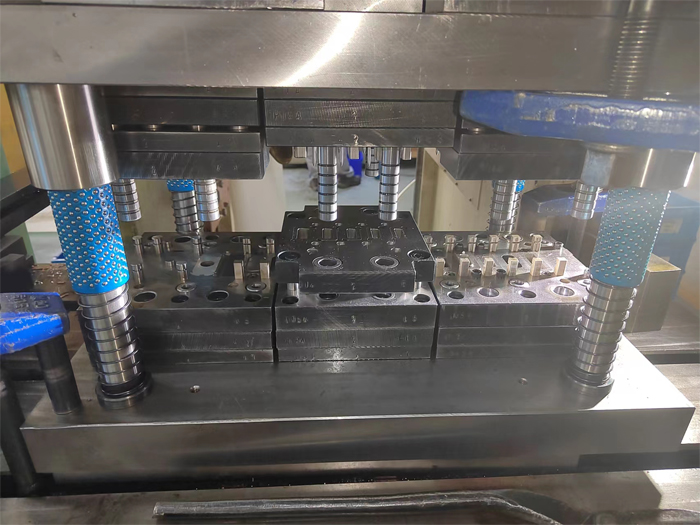
采用快速换模系统:引入先进的快速换模装置和技术,如液压快速夹紧系统、磁力模板等,大幅缩短模具安装与固定的时间。
预维护与检查:定期对模具进行维护保养,及时发现并解决潜在问题,避免因模具故障导致的意外停机。同时,在换型前进行充分的准备工作,如预先调整好模具位置、准备好所需工具等。
培训与团队协作:加强对操作人员的培训,提高其技能水平和团队协作能力,确保在换型过程中能够迅速、有效地沟通配合。
四、最小化备模策略的实施
在单件流模式下,除了追求快速换型外,还需要合理规划和管理备用模具的数量,即实施最小化备模策略。这要求企业在保证生产连续性的前提下,尽可能减少备用模具的库存量,以降低资金占用和仓储成本。具体做法包括:

精确预测需求:基于历史数据和市场趋势,准确预测未来一段时间内的产品需求,合理安排生产计划,避免过度备模。
共享模具资源:建立跨部门或跨工厂的模具共享机制,通过优化调度,使有限的模具资源得到最大化利用。
持续改进与创新:鼓励技术创新和工艺改进,探索新型材料的应用和模具设计的优化,延长模具使用寿命,减少更换频率。
综上所述,单件流模式下的冲压模具快速换型与最小化备模策略是现代制造业提升竞争力的重要手段。通过实施这些策略,企业不仅能够显著提高生产效率、降低成本,还能更好地满足市场多样化的需求,为企业的可持续发展奠定坚实基础。